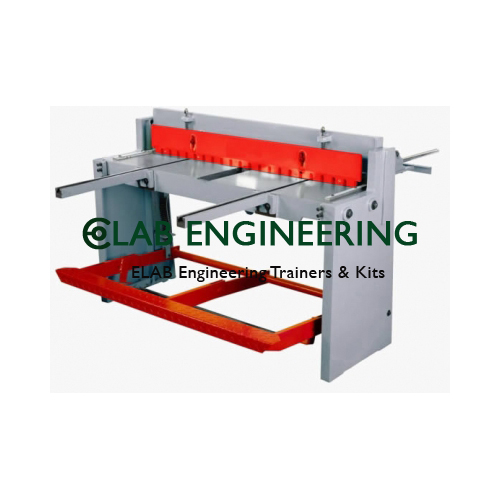
Universal Nibbling Machine.
APPLICATIONS : This machine is best suited for small batch production or when cost of press tools and dies is prohibitive. It enhances quality and productivity by doing such jobs which used to be done by skilled men and hand tools. The machine has eliminated expensive trimming dies in many modern workshops. Fabricators, Control panel manufacturers, cabinet & vehicle body makers, fan & impeller industry in addition to many others find it a most valuable asset. While the capacities indicated below are for mild steel, the machine is often used for many other materials as well. DESCRIPTION : The Sheet Metal Nibbling Machine is a rugged, sturdy and reliable multipurpose machine capable of sheet cutting & forming operations. Its verstility is best expressed by terming it the Sheet Metal Workers lathe. The working principle on which nibbling operates is the sheet is cut or formed between the fast reciprocating motion of an upper tool (powered by an electric motor and driven by an ecentric crank) and a stationery lower tool, by progressive punching, as the sheet is fed. OPERATIONS : Shearing tools are available for straight cutting, figure cutting (contour cutting) and circle cutting operations. The shearing length per cut is small and there is no wastage of materials. Nibbling is a continuous punching operation with a circular tool and is used for producing internal and external cut-outs of any shape. The workpiece does not warp but the edges produced may require filing, depending on the end use. The fixed nibbling tool is a. solid punch cutting at one side. The punch and die clearance is provided to suit the sheet thickness and the feed is controlled by the tool design. This tool, when used with the rotary nibbling attachment, enables nibbling in any direction without turning the sheet. Rectangular notching is a continuous punching operation with a square punch and die. It is used mainly for producing internal rectangular cutouts. The tool cuts in the two directions and the edges produced are clean. Universal nibbling tool consists of a round or square hollow nibbling punch, a guide pin and die. The nibbling punch cuts on all sides and with copying complates it becomes a quick and economical way to produce parts or cutouts of any shape or size. The guide pin controls the feed rate. Slot cutting is a done with a double-edged cutting tool which avoids warping of sheets. Suitable for parting of sheets, cutting small strips and slots. The upper tool has to be changed for each slot width while the bottom tool is adjustable. Louver cutting is a combined shearing and forming operations. The sheet is first cut and then the louver is formed with the forming part of the tool. The length of louvers produced is independent of the length of the tool. This operation as well as beading, folding and flanging are completed in 2 to 3 passes. After every pass the tool is fed further towards the sheet. Beading is a forming operation used for the stiffening of sheets. Folding is also a forming operation and by double folding, channels may be made for housing of electrical writing etc. Flanging is forming operation very commonly used on sheet metal parts. 0° to 90° flanging is possible by changing the lower tool only. 2-3 passes are generally required and intermediate annealing may be necessary in some cases to get the correct angle of flange. Like all other forming operations, the circle guiding attachment for straight feeding attachment is necessary for producing circular or straight flanges. However, a separate tool which uses the edge of the workpiece for guidance is available for free hand flanging of any shape. Dishing or peening is a mechanical hammering operation used for forming dished parts like tank bottoms. The quality of dishes formed depends on the skill of the operator. Large hole punching is possible with special punch and die sets. Round or square holes such as needed for fixing lamps or push buttons etc. on panels are produced on these low tonnage machines by providing a shear on the punch. Inner circle cutting Available for circles from 100 mm dia meter up to a maximum circle dia meter-the size being 80% of throat depth of the corresponding model chosen. Pre-hole in the centre is necessary for sheet thickness above 2 mm Accessories : Complete electricals, a set of straight cutting tools with the holders, necessary keys, spanners for the operation of machine, feeler gauge & operation manual form the std. accessories supplied with the machine. Various attachments for straight sheet feeding, circle guiding, louvre cutting, rotary nibbling copy & coordinate table with scales & ball tops antivibration pads etc. are available. Tools : Straight, figure and circle cutting tools, Flanging tools, beading tools, flouring tools etc. are available at extra cost. STANDARD ACCESSORIES : Tow Slides for attachment mounting. Set of tool holders with figure cutting bits. Electric motor. Push button starter provided with over load trip Set of operating keys. Set of operating spanners. OPTIONAL ACCESSORIES : Anti vibration pads. Hand pushed straight feeding attachment. Circle cutting attachment. Nibbling tool. Louver cutting tool. Beading tool. Rectangular notching tool. Flanging tool. Slot cutting tool. Punching tool.
| CAPACITIES | M. Steel 45 kg. / mmz | M. Steel 45 kg. / mm2 | M. Steel 45 kg./mm2 | ||
| From the edge | mm | 3.2 | 5 | 8 | |
| STRAIGHT CUTTING | Inside With starting hole | mm | 3.2 | 5 | 8 |
| Sheet Without starting hole | mm | 2.5 | 4 | 6 | |
| FIGURE CUTTING | Sheet thickness | mm | 1.5 | 2 | 2.5 |
| LOUVER CUTTING | Sheet thickness | mm | 2.25 | 3 | 4 |
| From the edge | mm | 2.5 | 4 | 6 | |
| NIBBLING | Inside With starting hole | mm | 2.5 | 4 | 6 |
| Sheet Without starting hole | mm | 2 | 3 | 4 | |
| SLOT CUTTING | Sheet thickness/width of slot | mm | 2.5/8 | 4/10 | 5/10 |
| RECT CUTTING | Sheet thickness/width of notch | mm | 2/8 | 3/10 | 4/12 |
| FOLDING | Sheet thickness/depth of fold | mm | 2/6 | 2.5/8 | 3/10 |
| BEADING | Sheet thickness/depth of bead | mm | 2/4 | 2.5/5 | 3/6 |
| FLANGING | Sheet thickness/height of flange | mm | 2/8 | 3/12 | 3/15 |
| DISHING | Sheet thickness | mm | 2 | 2.5 | 3 |
| MACHINE SPECIFICATIONS | |||||
| Throat depth | mm | 900 | 1000 | 1250 | |
| Minimum circle dia. cut from square blanks | mm | 740 | 830 | 1000 | |
| Net weight approximate | Kgs. | 700 | 1600 | 2200 | |
| Length of stroke | mm | 1 to 8 | 1.5 to 9 | 2 to 10 | |
| No. of strokes per minute | No. | 1440 | 1440 | 720/1440 | |
| Maximum tool lift | mm | 15 | 15 | 25 | |
| Motor 3 Phase | H.P. | 2 | 3 | 5 | |
Similar items like Universal Nibbling Machine you may view
ELAB Engineering is a leading manufacturer, supplier and exporter of universal nibbling machine and a complete range of engineering laboratory and technical training equipment. We supply high-precision, lab-grade instruments in bulk to engineering colleges, universities, technical institutes and industries across 55+ countries — with competitive tender pricing, full export documentation and reliable after-sales support.
As a leading manufacturer, supplier and exporter, we deliver tender-grade quality with documented compliance to institutions, laboratories and training facilities across 55+ countries.
Every unit is manufactured to international quality standards and tested before dispatch, with QC documentation and calibration certificates included.
Established export channels across Africa, Asia and the Middle East, with complete shipping documentation, certificates of origin and customs paperwork.
We offer customisation for tender specifications, OEM branding, voltage variants and bulk institutional orders to match your exact requirement.
Technical consultation before purchase, installation guidance, operator training documentation and responsive after-sales support from our team.
Trusted by institutions, governments and industries worldwide for reliable, tender-documentation-ready supply.
Practical laboratory training & coursework experiments
STEM education & physics / chemistry / biology demos
Process quality, testing & calibration requirements
Clinical lab, diagnostics & pathology applications
Ministry, defence research & PSU lab infrastructure
UNICEF, WHO, UNDP & bilateral aid procurement
Skill development & technical training labs
Direct & sub-contractor tender fulfilment
ELAB Engineering is a recognised manufacturer, supplier and exporter of Universal Nibbling Machine. We supply this product across our complete export network — from individual institutional purchases to large-scale tender supply contracts.
All shipments include complete export documentation, customs paperwork & freight handling.
Request a custom quote, full technical datasheet, or place a bulk / tender enquiry. Our specialists respond within 1 business day with pricing, lead time and export documentation.
Common questions from buyers, procurement officers and technical evaluators about ordering, customisation, lead time and documentation.